以下是:【不锈钢焊管】316不锈钢管专注生产制造多年的产品参数
【不锈钢焊管】316不锈钢管专注生产制造多年,万宇金属材料有限公司专业从事【不锈钢焊管】316不锈钢管专注生产制造多年,联系人:贾经理,电话:0510~83235366、18112398511,QQ:413034548,发货地:无锡锡山区开发区发货到河南省 平顶山市 新华区、卫东区、石龙区、湛河区、宝丰县、叶县、鲁山县、郏县、舞钢市、汝州市,以下是【不锈钢焊管】316不锈钢管专注生产制造多年的详细页面。 河南省,平顶山市 平顶山市,河南省辖地级市,地势西高东低,呈梯形展布,处于暖温带和北亚热带气候交错的边缘地区,总面积7882平方千米。截至2022年10月,全市辖4个区、4个县,代管2个县级市。截至2022年末,平顶山市常住人口496.1万人。
我们的【不锈钢焊管】316不锈钢管专注生产制造多年视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:【不锈钢焊管】316不锈钢管专注生产制造多年的图文介绍
万宇金属材料有限公司专注于 河南平顶山304不锈钢拉丝板的生产、销售。伴随着行业技术的不断革新与应用发展,公司始终走在行业前端,以市场为导向,为客户创造价值,经过多年发展公司现拥有完善的仓储服务保障体系,可做规格齐全,常备库存,现货直发,现场指导,满足全国客户需求。



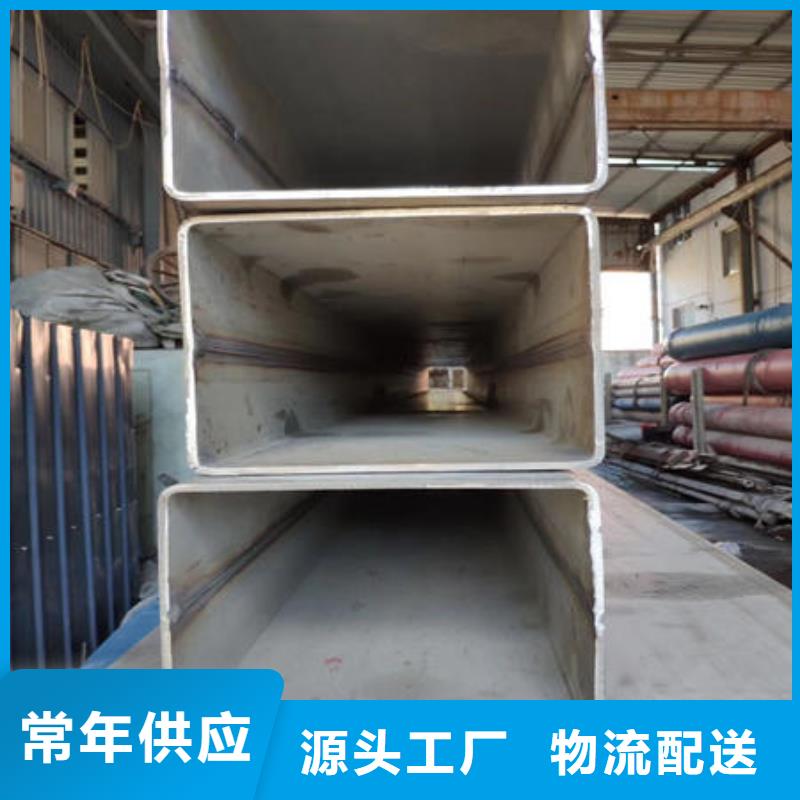
与304不锈钢焊管厂配套使用的侧面进水专用三通或四通管件,属于304不锈钢焊管挤压胶圈密封滑动接头,一般允许伸缩滑动的距离均在常规施工和使用阶段的温差范围以内,根据UPVC管线膨胀系统,允许管长为4M,也就是说无论是立管还是横支管,只要管段在4M以内,均不要再另设伸缩节。304不锈钢焊管采用螺母挤压胶圈密封接头。这种接头是一种滑动接头,可以起伸缩的作用,因此应按规程考虑管子插入后适当的预留间隙。304不锈钢焊管避免施工中由于个别操作人员图省事,造成预留间隙过大或过小,日后随季节温度变化,管道变形引起渗漏。从国产不锈钢管产品上看,钢种以奥氏体钢为主,无缝钢管包括冷拉管、冷轧管、热挤压管、离心铸造管、旋压管;焊接管包括:等离子焊、氩弧焊、埋弧焊、光速焊接和高频焊接等焊管。



甲类管一般用普通碳素钢Q235、Q235F及普通低合金结构钢16Mn焊制,乙类管采用Q235、Q235F、Q195等钢材焊制,用作低压力的流体输送管材螺旋缝高频焊接钢管 螺旋缝高频焊接钢管,尚没统一的产品标准,一般采用普通碳素钢Q235、Q235F等钢材制造。
按用途分类按用途又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管和螺旋焊管。一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。镀锌钢管为提高钢管的耐腐蚀性能,对一般钢管(黑管)进行镀锌。镀锌钢管分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低。吹氧焊管用作炼钢吹氧用管,一般用小口径的焊接钢管,规格由3/8寸-2寸八种。用08、10、15、20或Q195-Q235钢带制成。为防蚀,有的进行渗铝处理。



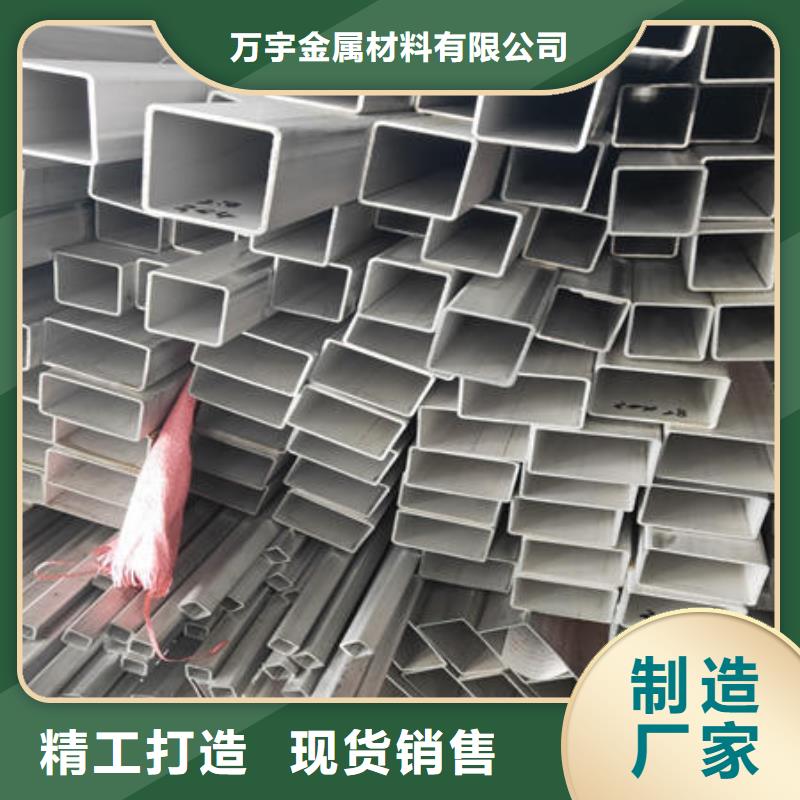
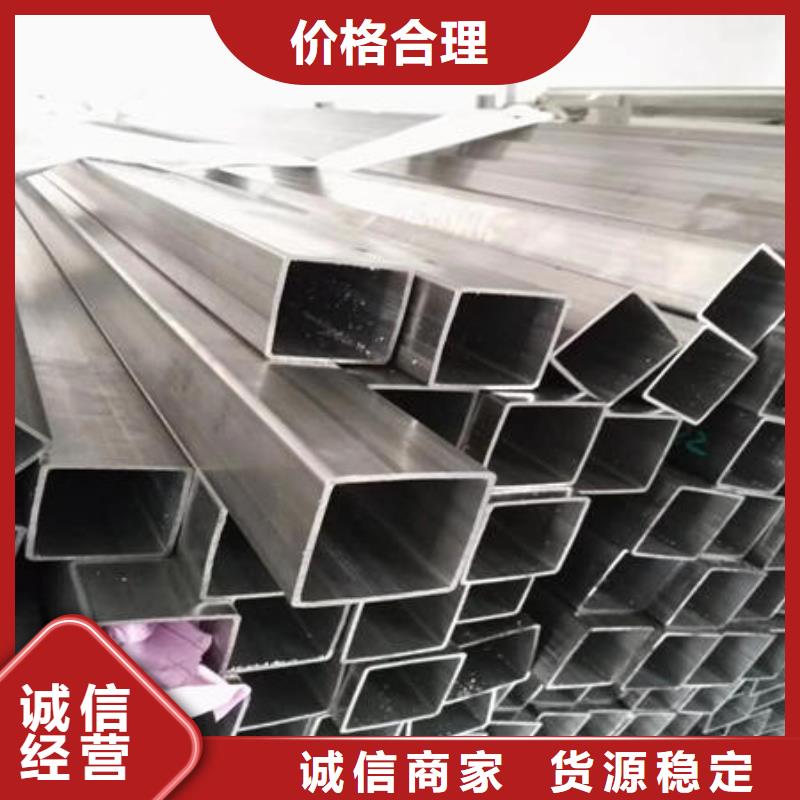
不锈钢焊管的市场需求表现主要在基础工业方面,如石油、化工、发电等,主要用于换热器管、流体管、压力管道、机械结构用管、城市景观、等行业上,年消耗量在70万t左右。需求在不断增加的同时,行业对其的要求也越来越高,促进行业生产工艺的日益成熟。不锈钢焊管的无缝化主要是通过张力减径来完成的,张力减径过程是空心母材不带芯棒的连续轧制过程。在保证母管焊接质量的前提下,焊管张力减径工艺是将焊管整体加热到950摄氏度以上再经过张力减径来轧制各种厚度的不锈钢管。通过该工艺制成的不锈钢管尺寸精度都是比较高的,运用起来也是比较方便的。但是不锈钢焊管无缝化工艺制作起来价格贵,但是在国外已经大量运用,在中国也渐渐的开始运用普及。不锈钢焊管出口是我国出口经济的重要组成部分,它对拉动我国经济增长具有重要作用,但是,从目前我国不锈钢管材对外贸易的情况来看,我国的出口遇到了较大的阻力。



环保改造面临不小的成本压力,但这个时候企业更应该迎难而上,经过环保法的洗礼和考验,相企业的综合实力会迈上一个新台阶,在市场中的地位更加稳固。我们经常可以发现不锈钢焊管在冷拔或冷轧后会出现头尾增厚的问题,退火前我们需要用砂轮机切掉不锈钢焊管厚的这部分,并对两端进行打磨。您知道为何会出现壁厚增加的现象吗?这部分增厚长度又如何计算?接下来就由金润德不锈钢为您讲解,以增加您对不锈钢焊管的了解。由于不锈钢焊管前、后端处于张力建立和消失的两个不稳定阶段,此时不锈钢焊管所受的张力比中间处于稳定轧制阶段的要小,结果造成不锈钢焊管前、后端的管壁厚度比中间的略厚,使切头、切尾长度增加,金属消耗增多。那么,如何计算不锈钢焊管轧制过程中头尾增厚的长度?不锈钢工业焊管两端增厚长度,一般随总变形量、机架间距、平均张力系数和轧制速度的增大而增加,但随单机架的减径率、S/D值、轧辊理想直径和摩擦系数的增大而减短。此外,合金钢不锈钢焊管的增厚长度通常比碳钢大,实际生产计算时可采用经验估算。
【不锈钢焊管】316不锈钢管专注生产制造多年_万宇金属材料有限公司,固定电话:18112398511,移动电话:0510~83235366,联系人:贾经理,QQ:413034548,锡山区开发区 发货到 河南省平顶山市。